1. Lomljenje i batinanje
Stavite stari papir ili travu-kao komercijalnu celuloznu ploču u hidraulični pulper i učinite da se ponovno razbije u celulozu. Proizvodi za industrijsko pakiranje obično se koriste u proizvodnji horizontalnih hidrauličkih pulpera, a koncentracija pulpe tijekom raspadanja je 5%-8%. Njegove prednosti igraju ulogu samo u raspršivanju vlakana papira, nema učinka rezanja, visoka učinkovitost dezintegracije, kratko vrijeme dezintegracije, manja potrošnja energije, jednostavna struktura, mali otisak i može podnijeti više dodataka i metalnih nečistoća Otpadni papir. Usitnjena pulpa pada u spremnik za skladištenje, podešava se odgovarajuća koncentracija i pumpa je u povremenu mješalicu ili kontinuirani rafiner ili rafiner za tučenje, ili se zdrobljena pulpa usitnjava prema potrebama proizvodnje. Nakon uređaja za čišćenje s visokom{8}}koncentracijom, dekonsolidatora vlakana i pročišćivača s dvo-diskovima, provodi se uklanjanje troske, dekonstrukcija i mlaćenje, a pripremljena gnojnica se ispušta u spremnik za skladištenje ili distribucijski spremnik za gnojnicu u pripravnosti. Stupanj degradacije batinanja je općenito 28 stupnjeva -35 stupnjeva.
2. Pripremite gnojnicu
U procesu mućenja, nekoliko vrsta sirovina može se kvantitativno dodati u spremnik gnojnice prema projektiranom omjeru gnojnice, a gnojnica se može dimenzionirati i dodati mala količina funkcionalnih aditiva. Ako se sredstvo za povećanje veličine doda da bi se povećala otpornost na prodiranje tekućine papirnato oblikovanog proizvoda, sredstvo za povećanje veličine je općenito kolofonij, lateks od parafinskog voska ili ljepilo od kolofonijskog parafinskog voska. Vrijedno je napomenuti da se proizvod ne može nazvati ekološki prihvatljivom papirnom podlogom nakon dodavanja ovog aditiva. Za celulozu od otpadnog papira koja se ne veže, dodajte kolofonij ekvivalentan 3% mase apsolutno suhih vlakana celuloze; za proizvode od vezanog starog papira. Za celulozu treba dodati 1,5%-2% kolofonij ljepila. Pulpi se također može dodati talk u prahu kao punilo kako bi se postigla veća stopa zadržavanja kaše. Vodena suspenzija koja sadrži 20%-30% talk punila može se tretirati u miješalici pri velikoj brzini 6 minuta, a zatim se razrijedi s vodom i dodaju kemijska pomagala. Obrađuje se još 5 minuta kako bi se dobila suspenzija punila, koja se zatim dodaje u kašu. Neki su proizvođači također dodali malu količinu sredstva za odbijanje ulja, sredstva za odbijanje vode, sredstva za čvrstoću na mokrom i sredstva za zadržavanje u kaši. U procesu proizvodnje pulpe treba dodati odgovarajuću količinu bijele vode ili čiste vode kako bi se koncentracija punjenja pulpe prilagodila na 1%-2% za proizvodnju lijevanih proizvoda.
3. Oblikovanje papira
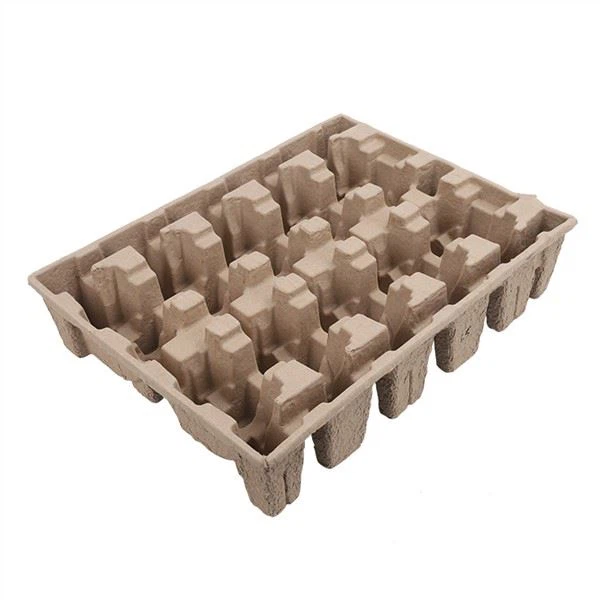
Oblikovanje je ključni proces u proizvodnom procesu ladica za papir i igra odlučujuću ulogu u kvaliteti, stopi lomljenja, potrošnji energije u proizvodnji i učinkovitosti proizvodnje papirnatih proizvoda. Prema principu dehidracije opreme za oblikovanje, postoje tri glavne metode oblikovanja za ladice za papir: metoda vakuumskog oblikovanja i metoda hidroformiranja.
(1) Metoda vakuumskog oblikovanja formira se filtracijom vakuumskim usisavanjem. Kalup za oblikovanje stavlja se u otopinu pulpe s koncentracijom od oko 1%, a šupljina kalupa se vakuumira kako bi se stvorio negativni tlak, a vlakna u pulpi se ravnomjerno talože u kalupu. Na površini kalupa kalupa, velika količina vlage se oduzima tijekom vakuumskog usisavanja. Kada se postigne potrebna debljina dijela, matrica za kalupljenje se uklanja iz kaše za ekstruziju i dehidraciju sve dok sadržaj vode u dijelu ne bude 75%-80%, a zatim se komprimirani zrak propušta u šupljinu kalupa kako bi se odvojio kalup od vlažnog papira. Ova metoda ima visoku učinkovitost proizvodnje i ujednačenu debljinu proizvoda. Pogodan je za izradu tankih dijelova koji nisu preduboki, kao što su papirnate ladice za pakiranje jaja, voća, posuđa, kutije za ladice itd.
(2) Metoda hidroformiranja koristi hidraulički tlak za stvaranje većeg tlaka ekstruzije putem mehaničkih uređaja hidrauličkog pogona. Njegov princip rada je ubrizgavanje kvantitativne količine pulpe u kalupnu šupljinu, a gornja kalupna matrica se pod djelovanjem hidrauličkog tlaka stisne prema dolje, tako da se pulpa oblikuje na mrežasti kalup u kalupnoj šupljini, a voda se ispušta iz donjeg kraja mrežastog kalupa. Dijelovi se uklanjaju iz kalupa vakuumskom adsorpcijom i prenose u sljedeći proces. Zbog visokog tlaka kalupljenja, ova je metoda prikladna za proizvodnju plitkih proizvoda veće osnovne težine i veće gustoće.